株式会社伊藤鋳造鉄工所
(高流動性アルカリフェノール硬化剤 FHシリーズ)
高流動性硬化剤導入により、作業員の負担を減らし、
作業標準化との相乗効果により、品質向上を実現
![]()
株式会社伊藤鋳造鉄工所 様

株式会社伊藤鋳造鉄工所(茨城県那珂郡東海村)。1946年創業以来、大型の建設機械や産業機械の部品を製造。「鋳造」という数千年の歴史を持つ製造方法に、独自の先端技術を取り入れることで、この工場でしかできないモノづくりを行っている。写真は左から仲田 拓哉氏/執行役員・生産部長河原井 陽介氏/代表取締役社長・伊藤 秀幸氏/廣瀬 勇太郎氏/池田 駿氏
時代に応えた鋳物を作って80年
1946年茨城県那珂湊(なかみなと)市で創業した株式会社伊藤鋳造鉄工所(以下、伊藤鋳造鉄工所と表記)。当初は近隣で盛んだった船舶用部品の鋳造、その後は産業用部品の鋳造、産業の多様化が進んだ1980~90年代は建設機械メーカー向けの鋳物へ主軸を移すなど、それぞれの時代環境に合わせた製品づくりを行ってきました。
21世紀に入り、マイニング市場が急速に拡大し始めると、2003年茨城県東海村に工場を移転。次世代の鋳造ラインをしっかり創りたいという思惑もありました。

当時を振り返る伊藤社長

フランとアルカリでは粘性が違うと語る河原井生産部長
アルカリフェノールバインダーへ切り替え
2003年の新工場建設時に次世代の鋳造工場を標榜する以上、人にも、施設にも、環境にも、品質にも配慮する必要からアルカリフェノールバインダーに切り替えました。
しかしフランからアルカリフェノールバインダーへの切り替えにより、混錬砂の流動性が悪くなり造型時の充填作業に手間取るという悩みも生まれました。アルカリフェノール樹脂を砂に混ぜる際、どれくらい添加するかは製品によって異なります。樹脂の添加量を下げても鋳型強度は高く、流動性も良いという同社の要望に応えたのが花王クエーカーの「アルカリフェノール硬化剤 カオ―ステップ FHシリーズ」でした。
手で感じる、目で分かる、従来品とのちがい
毎日現場で作業にあたる従業員からは「鋳型のコーナーや凹凸部分に砂を隅々までしっかり押し込むには、肘や手首、指の関節に負担がかかります。でもFH硬化剤に変えてからは、ムラなくスーッと入るようになりました。押し込む回数や圧力のかけ方がコレで十分という感覚が分かってきて、作業がラクになりました」「金枠より上に盛られた混練砂が振動テーブルで自然に充填されていく様子を鋳型の側面から見ると、以前は振動したところと押し込んだ部分が、地層みたいに色が変わっていたんですけど、これがなくなりました」と驚きを隠せないようでした。
同社が進める改善プロジェクトで「みんなが同じ道具を使い、同じやり方で、しっかり砂込めしよう」と基本的な部分の標準化を進めていた頃のことで、「FH硬化剤への切り替えとの相乗効果で5%前後あった砂噛み不良の割合も半減しました」と作業効率に加え、品質の向上にも繋がりました。

「違いが目でわかるんです」と語る池田氏

鋳型造型ラインの作業風景
伊藤鋳造鉄工所にしかできない
独自の技術
伊藤鋳造鉄工所では、顧客から届いた図面を社内の開発部門で方案作成し、その後モデリング、デザイン、模型作成、造型、さらに鋳造、熱処理、機械加工、品質検査し、完成品の提供にいたるまで社内で一貫生産できる体制を敷いています。
海外においても、2008年と2018年に相次ぎ設立したベトナム・ハノイのIKI CAST VIETNAM、ハナム省のVINA ITOの主力工場を拠点に、海外市場の拡大を図っています。

ハナム省の工場建屋
「ITO」のスローガンに込められた想い
伊藤社長に同社が今後目指す方向を尋ねると、「労働人口の減少や働き方改革により、迅速で柔軟な対応が難しい時代ですが、日本のモノづくりを衰退させてはいけないと思っています。当社はプロフェッショナル集団であり続けるため、需要変動や多様な製品の生産にもお応えできる国内平準生産/海外変動生産の代名詞となる工場でありたい。国内向けでも、海外向けでも、同じライン・同じ装置で生産できる体制をより確固たるものにしていきます。また技術と技能を若い世代へ伝承しつつ、一方では社員一人ひとりのアイディアを取り入れる会社でありたいですね」。
工場正面の壁面に掲げられた「Idea(アイディア溢れ、Technique(技術力のある)、Opinion(意見の言い合える風通しの良い会社)」というスカイブルーのスローガンに同社の清新さと風通しの良さが伝わってきます。

今後の方向性を語る伊藤社長
導入製品紹介
カオーステップ FHシリーズ(アルカリフェノール自硬性硬化剤)
優れた砂流動性 と 硬化性能 の両立
- 優れた砂流動性を実現し、造型時の生産性を向上
- 汎用樹脂と同等の硬化性能
技術紹介
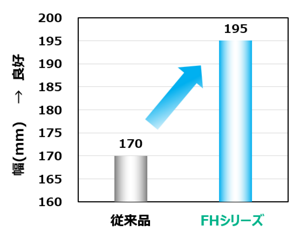
優れた砂流動性
《条件》砂:アルミナ系再生人工砂 樹脂:対砂1.20wt% 硬化剤:対樹脂20wt%
-
混練砂の流動性が良いため、鋳型生産性の向上が期待できます。
スランプ試験を実施
混練砂を、円柱状の容器(50φ×300H)に充填し、
容器を持ち上げ、混練砂の広がり幅を評価
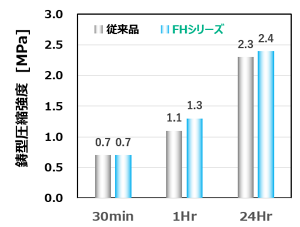
汎用樹脂と同等の硬化性能
《条件》 砂:アルミナ系再生人工砂 樹脂:対砂1.20wt% 硬化剤:対樹脂20wt%
テストピースに混練砂を充填後、30分 1時間 24時間で抜型
![]()